
Sandvik Visit - Zeltweg
After a sucessful trip to visit the Sandvik Headquarters and the Tampere facility back in 2009, and to coincide with the launch of the MT720 roadheader, a trip was planned to visit the Zeltweg manufacturing facility in Austria on the 18th July 2011, home to the range of underground continuous miners and roadheaders. Once again, I was accompanied by Rolf and Thor Poulsen from Skandinavisk Modeltrafik and the trip started in Munich.
Arriving late on a Friday evening, I checked into my hotel ready for the adventure to begin, but before hooking up with Thor and Rolf, I had a spare day which was filled with visiting another friend in Munich, Anton Hanreider from Bymo who invited me to visit him. The weather was perfect, warm and sunny and we spent the morning discussing the different projects Anton is currently working on before travelling back to Munich in the early afternoon.
The Deutches Museum in Munich is a great place to hang out for a few hours and the mining section is filled with authentic scenes, from the early days of mining through to the latest technology and equipment. Certainly worth a visit for anyone travelling to Munich.
Who would have known that the traffic in the center of Munich would be so busy on a Sunday, taking us over half an hour to get onto the main motorway on our journey south into Austria. The scenery was stunning and it was great to catch up with Thor and Rolf, discussing the various model releases and the thoughts regarding the model industry. The drive to Zeltweg took about 6 hours and we arrived at the hubertushof hotel around 7pm in the evening, ready for a hearty meal and a relaxing evening before visiting the Sandvik factory.
The Zeltweg assembly facility in Austria is where the full range of underground continuous mining and tunnelling machines are produced. The range includes high capacity continuous miners and borer miners, continuous bolter miners, hard-rock miners, reef miners, box-hole borers and roadheader tunnel miners.
|
|
Each machine begins with the arrival of the chassis where components are gradually added until the machine is complete. Due to the size of the machines being built, they are all assembled in-situ, with the various parts and sub assemblies transferred to the build area as required. Once fully assembled, the various systems are powered up and given a thorough test before the machine is stripped down for shipping to the customer. |
|
The continuous miners are typically found in coal, rock salt and potash mining applications where the main, full width cutter drum is fixed and can raise and lower to make a rectangular cut. The entire machine moves forward while the cut material is collected at the front of the machine before being transported through the body via a double chain conveyor and discharged at the rear into a waiting hauler. |
|


These types of miner are highly productive in soft material but are of no use for cutting rock. For this, the roadheader is needed and several different versions are produced depending on the requirements. The MT720 is the largest tunnelling roadheader in the range, designed for economical excavation of rock exceeding 120MPa uniaxial compressive strength. Weighing in at 135 ton, the MT720 features a telescopically extending boom with unique transverse cutting technology making light work of the toughest rock. The boom movement allows the cutter to cut a tunnel 6.6 metre high and 9.1 metre wide with an installed power rating of 522kW, 300kW of which is for the cutter motor. The installed chain driven conveyor is 840mm wide with a capacity of 400 cubic metres per hour.

While a number of the parts and castings are produced at other factories and shipped in for final machining and assembly, all the gearboxes and cutter elements are developed and produced at the Zeltweg facility where the various gears, cogs and housings are machined in the workshops.
|
Outside, staging areas are used to store the various cast sections for the different machines. These require additional machining which is done in the machine shops before assembly takes place. |
Each machine is only as good as the work tool and it is this part of each machine which receives a vast amount of research and development to ensure it will perform to the customer’s expectations. |
|
|


To aid this, there is a research and development area within the factory where rock samples from around the world are used on a special machine which is used to test the cutting characteristics of the various tools. High speed cameras and sensors allow the research team to analyse the cutting performance to guarantee the cutting head will get the job done. The research area also houses an area where investigations are carried out on various parts from machines to ensure the structures are strong enough for the task in hand. To further this research, for each new prototype machine developed, a special test is performed on a large concrete structure which can optionally be filled with different types of rocks to ensure the prototype can cut through the material as expected. This special structure is then refilled with different densities of concrete for the next set of tests.
|
|
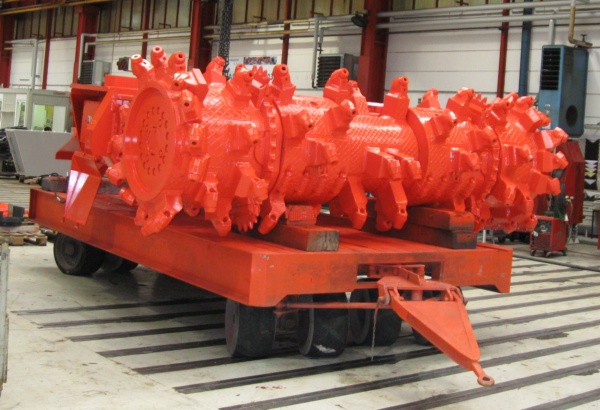
The cutter drums are accurately adorned with the holders that secure the replaceable picks. These housings are welded into place at specific angles and distances based on the research to achieve optimal cutting performance. Once fixed onto the drum, the welders get to work building up the metal one weld at a time until the full contour is achieved. |

The machine shop is constantly buzzing, with the computerised cutters producing the various gears and pick housings to exacting levels of accuracy. Once machined, the parts are sent to the heat treatment area where the hardening of the gears and wear parts takes place. Large cranes are used to lift the cradles, adorned with the different parts to be treated which are placed into large ovens where the temperature is raised to 800 degrees. This can take several hours before the cradle is removed from the oven and quenched in a tank of specially formulated oil. The roofing shows the tell-tale signs that the quenching process is a sight to see, producing plenty of flames.
|
The continuous miner range consists of the MC-series which are compact and highly manouverable machines with high productivity. Electrically powered with a tracked chassis, the machines are designed to cut coal and soft minerals using advanced cutting technology which elimitates the need for blasting operations. The range consists of the 39 ton MC200, the 60 ton MC350 and the largest machine in the range, the MC470 which weighs in at 110 ton with a 3.8 metre cutting width. |
|
|
The MF-series range of borer miners utilise large radial cutters to provide a high powered machine typically used in room-and-pillar operations and cut an almost rectangular profile in the mining of minerals such as trona, salt and potash where they are extremely productive. The range consists of three machines, the 113 ton MF220, the 145 ton MF320 and the 245 ton MF420 with a 6 metre cutting width.
|
|
|
The range of continuous bolter miners consist of five models, the smallest weighing in at 75 ton while the largest, the MB700 weights in at 115 ton with a 7.2 metre cutting width. |
|
|
|
The bolter miner utilises a sliding frame allowing the cutter head to sump into the face independently while the mainframe and tracks remain in position, allowing the roof and rib bolters to operate during the cutting cycle. Once complete, the unit moves forward and the cutting sequence starts again. |
|
The MH620 hard rock miner has been designed to cut hard and abrasive rock. The transverse cutting head is mounted to a robust telescopic boom offering a face coverage of up to 47 square metres and with a weight of 120 ton, the machine is stable as the cutter sumps into the rock.
|
|
|
The MR series of mining roadheaders have been specifically designed for the efficient excavation of rock in tunnels and chambers. The electro-hydraulic machines feature a strong and robust hydraulic boom with a transverse mounted cutter head offering unparalleled performance. the range consists of the 52 ton MR300 series up to the 128 ton MR620 with a working height of 5.9 metres and a cutting width of 8.9 metres.
|
|
|
|
The MT series of construction roadheaders have been designed for a number of construction projects including subway tunnel, road tunnel and cavern excavation with powerful cutter heads offering the optimum cutting performance to get the job done efficiently. The MT range consists of the MT300, MT520 and the flagship MT720 which weighs in at 135 ton. |







The trip around the factory was very enlightening and I certainly did not appreciate the shear size of these machines until I stood next to them, dwarfed by the complex and unique designs which make them efficient and productive in the various fields they operate in. I would like to thank my hosts on the day for the excellent details given throughout our walk around the building and for arranging lunch which was most enjoyable. It was soon time to begin our long journey back up to Nuremburg for another factory visit....