
Sandvik Visit - Sweden
Back at the toy fair in February, I was introduced to Thor Poulsen, the director of Skandinavisk Modeltrafik who are an importer / exporter of model cars throughout the Nordic countries. Thor is working with Sandvik and Conrad to realise the new range of high precision replicas that are being produced. During the introduction, I was invited to visit the Sandvik headquarters in Sweden and meet with the marketing team. This is the first time I have received an invite to visit a company to discuss models and, once over the shock and surprise of the invite, decided it was an opportunity I could not pass up.
The trip was scheduled for May and included a visit to the Tampere manufacturing facility in Finland where the range of Sandvik surface and underground drilling equipment is assembled. The trip lasted for four days, flying to Stockholm on the 12th May where I met up with Thor and his father, Rolf Poulsen before the drive north for the town of Sandviken where the Sandvik Headquarters are based.
During the 2 hour drive, it was an opportunity to get to know Thor and Rolf a little better and my original worries about any language barrier were soon overcome and we had a good chat during the journey. I have never visited Sweden before and I have to say that the roads are amazingly quiet with only a hand full of cars about once we left the outskirts of Stockholm. We arrived on the outskirts of Sandviken and checked into the Scandic hotel for the evening. After settling in, it was time to sample an authentic sauna which was definately an interesting experience and quite relaxing. Next up, it was my first oportunity to sample the traditional Swedish food and drink and the evening flew by until it was time to retire for the evening. The location of Sandviken is much further north than where i live in the UK and it was a strange feeling looking outside at midnight to find it still light.
|
Henry Bessemer invented a process to produce steel from molten pig iron by removing the impurities in the iron by oxidation, blowing air through the molten iron to raise the temperature and keep it molten. This method was patented in 1855 and is known as the Bessemer method. Back in 1858, Göran Fredrick Göransson became the first person to use the Bessemer method to produce steel on an industrial scale. This was no mean feat and he almost became bankrupt but his inner belief that he could succeed led to the founding of the company in 1862. Focusing on quality and added value with a strong commitment to research and development, the company has grown to become an industry leader in mining & construction equipment, cutting tools and materials technology employing over 50,000 staff worldwide. |
The meeting with Sandvik was scheduled for 9:30 am and once we arrived and the introductions were over, I received a detailed introduction to the Sandvik company with a slideshow presentation detailing the various company groups, working practices and core principles. I was not sure what to expect before we arrived and was unsure what was expected of myself during the meeting but once we got underway, time flew and before I knew it, lunch time was upon us.
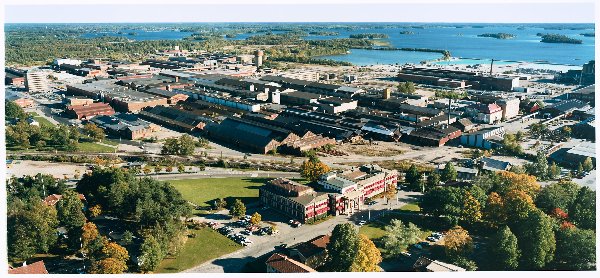
After lunch, we visited the Sandvik corporate building where a small museum is set up detailing the various products that are manufactured along with video presentations. Unfortunately, time was upon us so we did not have time to view all the different video presentations but the one which stood out was historic footage of the steel making process which was a real eye-opener as to how things were done in the old days. The museum overlooks the main manufacturing facility in Sandviken which is an amazing view of buildings stretching out to the horizon. After the museum visit, it was time to say goodbye to Helena and Minna before traveling back to Stockholm to catch the overnight cruise ferry to Finland.
Sandvik Visit - Traveling to Finland
I have never traveled on a cruise ferry before and, as we approached the harbour in Stockholm, the shear size of the ships surprised me. The ship we traveled on was named the Serenade and after boarding and getting settled in the cabin, it was time for departure. It takes about 4 hours to reach the open waters and the views of the fjords are amazing.

|
|
Rolf and myself having a beer during our departure from the harbour with Thor behind the camera.
Looking down from the observation deck at the promenade below on board the Serenade.
|
|
Some of the many fantastic views on the journey out of Stockholm. |
|
|
|
|
|
View of the cabin interior. |





The food onboard was amazing with an all you can eat and drink buffet followed by live entertainment into the night. While the traveling had been a little tiring, my adrenaline levels kept me awake into the early hours, taking in some of the live entertainment before retiring for a few hours sleep, ready for the journey up to Tampere.
It is amazing how quickly cars depart from the ferry and within a few minutes, we were traveling through the streets of Helsinki and on our way. Once again, the quiet roads lined with mile upon mile of forest is an amazing sight and, after a little trouble with the rental car and a litre of oil, we approached the Tampere plant.
Sandvik Visit - Tampere

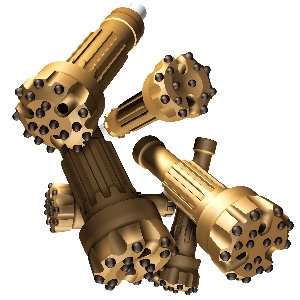
Sandvik’s Tampere manufacturing plant is the former Tamrock facility which produces a range of underground mining and tunneling jumbo’s, production drill rigs, surface top-hammer and down-the-hole drill rigs.
|
|
The main reception area has an interesting display of rock samples from all around the world showing the different rock formations. Thor and Rolf are pictured below discussing the samples with Pekka Salminen, our host for the day.
|


The plant houses several flow lines within the main building where the standard range of top-hammer, down-the-hole and underground drill rigs are assembled. The process starts with the arrival of the fabricated and painted sub-frame which is assembled at another factory in Finland and transported to the Tampere plant.

Air cushioned platforms are used to allow easy transfer of the sub assembly to each stage along the line where components are added to the sub-frame including the engine, control systems, body panels, drill booms and operator cabs. An automated, rail mounted parts delivery system is employed on the flow lines which utilise computer terminals at each station to select the required part. This is then collected from the storage bin by the automated robot and taken to the delivery hatch ready for use. Once assembly is complete, the machines enter the paint bay where they are prepared for a final coat of paint before being transferred into the parking area ready for shipping to the customer.
|
|
DD420 mining jumbo (pictured below) |
|
DL320 production drill (pictured above) |


The larger and more specialised range of products along with specific custom machines are difficult to assemble on a flow line so there are special areas on the shop floor where assembly takes place in situ, with all the required parts being delivered as they are required. The typical assembly time for one of these large machines can take over 3 months from start to finish due to their complexity and sheer size.
|
|
Mining jumbo on its way to the workshop (below) |


As well as the manufacturing, the facility houses a simulated rock test bed which is used for testing the top-hammer and down-the-hole drill rigs and this system allows any type of rock to be simulated using a system of sensors and computer systems to measure the effectiveness of the drill as it hammers against the base plate of the simulator. The benefits of the simulator allow for more accurate and varied testing of the drill systems than can ever be achieved by drilling into real rock.

|
|
|
The entire range of DX and DXR series surface top hammer drills are produced on the flow line, capable of drilling holes from 51-127mm down to a depth of 25 metres. The series feature a unique revolving superstructure (120° standard/180° optional) that gives a huge drilling coverage of 17.6 m² (189 ft²) - 26,4 m² (248 ft²). Thanks to the location of the power pack crosswise on the rear end of the superstructure, the counterweight stays on the opposite side of the boom regardless of the drilling direction, making the rig extremely stable even in the most difficult ground conditions.
|
The DX and DXR series are best suited to construction, quarrying and surface mining operations in hole sizes between 51 to 127 mm. Sandvik DX780 crawler based self-contained surface top hammer drill with FOPS and ROPS operator’s cabin and HL800T rock drill (below)
|
|
|
The DX780R radio remote controlled surface drilling rig features a cab-less design and upper structure rotation for precise drill positioning.
|



The Tampere plant also manufactures other lines of surface drills, from the DPi series intelligent top hammer drills mainly used for mining and quarrying applications in hole sizes of 76 – 150 mm (3” – 6”), the small DC series rubber-tired drills for civil engineering and dimensional stone drilling applications in hole sizes of 22 – 64 mm to the DI series down-the-hole drill rigs utilized in the civil engineering, quarrying and surface mining sectors.
|
DC300i hydraulic drilling unit on 4-wheel drive oscillated carrier offers easy operation by electronic remote control (Pictured right) |
The DI600 down-the-hole drill rig is the ultimate solution for drilling in open pit mines and quarries (pictured left)
|
|
|


The Sandvik line of underground drilling equipment forms the widest range of underground drilling products in the industry, split across four main categories including mining jumbo’s, production drills, tunneling jumbo’s and rock support drills.
The DD series of mining jumbos are designed to be tough and resilient in some of the most demanding conditions in underground mining and small scale tunneling applications. Each machine can be equipped with different levels of instrumentation to provide accurate information of the drilling process with the option of advanced hydraulic controls or highly sophisticated electric control systems to guarantee excellent reliability and fast penetration rates. The range consists of five carrier sizes with the option of between one and three drill booms offering maximum flexibility.
|
|
The Sandvik DT820 hydro-electric tunneling jumbo on TC8 articulating chassis with two TB90 booms fitted with HLX5 rock drills, optional basket boom and enclosed cab busy at work drilling another section of the tunnel.
|
|
The Sandvik DD420-60 twin boom mining jumbo is also available with a FOPS open canopy design for mines outside Europe. Strict regulatory guidelines require all mining equipment in Europe to have a fully enclosed cab for increased operator safety. |


The DL series of production drills offer exceptional drilling accuracy when combined with laser positioning systems and advanced controls for smooth and step-less control of drilling speed during collaring. Available with three different boom types across three carrier sizes, the production drill is a versatile and productive unit for any type of application with the latest CAN-bus developments in control systems ensuring effective and productive drilling in any rock conditions.
The DT and DTi series tunneling jumbos allow fast cycle times with high levels of automation making them highly productive for the drilling of large cross section tunnels and caverns with an option of between two and four drill booms along with an optional charging basket. During my visit to the facility, a DT1130i tunneling jumbo was one of the machines being assembled on the shop floor and, after taking a good look at the machine, the 1:50th scale replica from Conrad has captured the essence and appearance of this amazing machine very well.
The DS series of rock support drills are designed to quickly and efficiently drill and install various types of rock support bolts after blasting. They are equipped with a telescopic boom with efficient hydraulic rock drill and universal bolting head allowing a single operator to control the entire sequence from the safety and comfort of the air conditioned cab.
|
The Sandvik DL420 production drill is capable of drilling 64-127mm holes to a depth of 54 metres depending on the rock drill fitted and features a compact ZR30 boom on a TC7W carrier with LF1500 drilling module. |
The Sandvik DS410 rock support drill rig is based on the TC7W carrier with TPC310EW control system and 110kW diesel engine fitted with ZRU707 boom and HL300 rock drill. |
|
|


Tampere - The Test Mine
The assembly facility is only half the story of the Tampere plant. The site also houses a test mine with an amazing labyrinth of underground tunnels where testing of the underground drills, loaders and haulers takes place. The underground complex comprises of training facilities, invaluable research and development areas, mechanic’s workshops and tunnels used for drill testing and AutoMine operations testing.
|
The automated load and haul system (AutoMine) uses autonomous loaders and haulers which use a MineLAN communications system with onboad video camera and laser scanner systems to accurately navigate through the tunnels. The operator sits in a control room where he can monitor the machines, taking control of the loader via remote control during the load cycle with the haul and dump cycles fully automated. Increases in profitability are realised with full traffic management allowing several machines to operate in the same production area. |
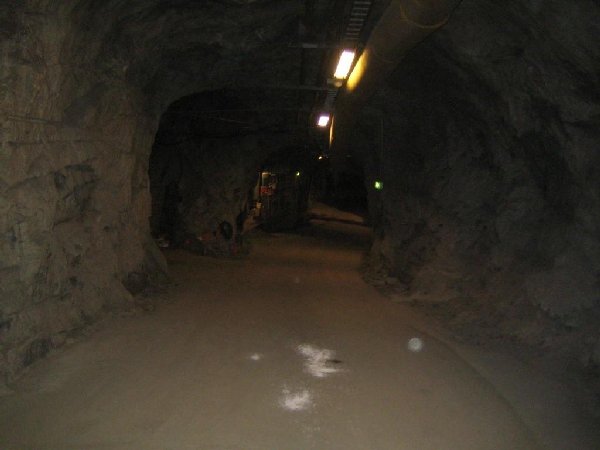
On entering the test mine, there is a brief safety video presentation identifying what to do in an emergency. The next step is to change into suitable footwear and put on the protective jackets, safety helmet and ear protectors before starting our journey into the tunnels.

The first surprise is just how steep the tunnels actually are, as can be seen in the picture above. Check out the grooves in the walls of the tunnel where the original blast holes were drilled. On the day of our visit, a blast was scheduled which did not allow too much time to look around the tunnels, coupled with the operation of the AutoMine loader which automatically shuts off access to some areas of the test mine. (Pictured below left)
|
|
The Toro 7 underground loader is fitted with the AutoMine system allowing it to operate autonomously from the control room.
|
|
The walls of the tunnel show the various test holes that have been drilled, along with the different colours of rock formation and fault lines. |



What we saw of the test mine was very impressive with caverns cut out of the rock housing various workshops for maintenance procedures along with research and testing of new techniques and technologies. I will certainly remember the trip to the Tampere facility and it is not every day you get such an opportunity.
Once the tour of the facility was over, it was time to say goodbye and begin the journey back to the ferry. The return journey took a different route back to Stockholm with an 8:00 PM departure giving enough time for the two hour journey through the Finland countryside. Once onboard the Europa, it was a time to reflect on an amazing couple of days before heading down to the restaurant.

|
|
After we had eaten, the excitement of the last few days had taken its toll and I retired to my cabin. The cabin on the Europa faced out to sea and even though it was getting late, the outline of the land was still visible in the distance as we headed back. With a drink in my hand, I sat looking out at the slowly passing coastline, reading through the literature I had collected of the different machines that are produced at the Tampere facility into the early hours of the morning. |

After a couple of hours sleep, it was time to grab a bite to eat before docking in Stockholm for the short drive back to the car rental drop-off point before saying goodbye to Thor and Rolf, who's company throughout the trip made the experience unforgettable. I would also like to thank Helena and Minna for inviting me to their office and arranging the visit to Tampere and Pekka for his interesting and detailed tour of the Tampere facility.